- Email orientflex@orientrubber.com
- WhatsApp / Phone+86 180 3186 9514
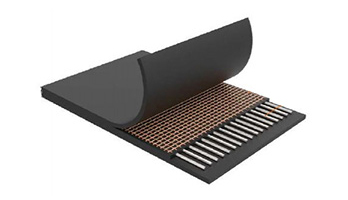
The roller, especially the mirror roller, is an indispensable and important component for the equipment of the plastic packaging industry. No matter it is calendering, extrusion or casting, it is inseparable from the roller. The quality of the surface precision of the roller, the reasonableness of the internal flow channel structure and the quality of the processing accuracy will directly affect the quality of the plastic products, especially for plastic films. Therefore, providing a high-quality roller is particularly important for manufacturers of plastic sheet and film products.
There are many types of rollers, and they all have their own unique functions. According to the process flow, they are divided into calendering rollers, smoothing rollers, casting rollers, etc., and according to their functions, they are divided into heating rollers, cooling rollers, take-off rollers, and supporting rollers. The structure is divided into seamless steel pipe rollers, forging and centrifugal casting rollers, etc. In short, different processes of plastic products require different rollers. Therefore, as a roller manufacturer, in the process of undertaking roller production, it should design and manufacture corresponding rollers for different products and different processes to ensure that the rollers are in good condition. Play its normal role in the production process.
Regardless of the process method used, the structure, design, material selection and manufacturing of the roller should meet the following basic requirements:
1. The roller should have sufficient rigidity to ensure that the bending deformation does not exceed the allowable value under heavy load.
2. The surface of the roller should have sufficient hardness, generally required to reach HRC50 degrees or more, with strong corrosion resistance. The coating has anti-stripping ability to ensure that the working surface of the roller has good wear resistance and corrosion resistance.
3. The working surface of the roller should be finely processed to ensure dimensional accuracy and surface roughness. The roughness should be above Ra0.16, without pores or grooves. The wall thickness of the working surface of the roller must be uniform, otherwise the temperature of the roller surface will be uneven and the product quality will be affected.
4. The material of the roller should have good thermal conductivity. Chilled cast iron is usually used, and cast steel or molybdenum-chromium alloy steel is used in special cases. Whether it is heating or cooling, it can achieve rapid and uniformity.
5. The roller should be designed for easy processing and low cost.
Strictly implement the roller manufacturing process to ensure the quality of the roller
At present, there are many roller manufacturers in China, but few manufacturers can provide high-quality rollers. The reason is that to make a high-quality roller must strictly implement the manufacturing process, without any intermediate process, the roller can be made on the surface, but serious quality problems will be exposed in the actual use process. Affect the normal production of the manufacturer.
Therefore, in order to make a high-quality roller, we must first strictly select the material of the roller blank. According to different plastic products technology, choose seamless steel pipe, forging or centrifugal casting. Heat treatment processes such as tempering and tempering; secondly, in the processing process, stress relief must be carried out after the welding process, and the process of surface quenching or nitriding treatment in order to improve the surface hardness must not be removed because of the high cost. Process, this seems to be invisible on the surface, but there are serious hidden dangers in the actual production process, which is absolutely not allowed in the production of rollers. In addition, during the electroplating and surface treatment process, a moderate coating thickness should be strictly ensured. During the grinding process, especially in the superfinishing process, the process steps should be strictly followed, and the normal steps should not be ignored in order to save the picture. To reduce the number of processes, otherwise no qualified rollers can be produced.
You can contact or visit us in our office from Monday to Friday from 8:00 - 18:00